")
High Filled Masterbatches
High filler masterbatches are masterbatches in which more than 50% by weight filler is dispersed in a polymer matrix. poex extruders are extruders designed to process high rates of filler. Filler masterbatches are mainly used to optimize and increase toughness, reduce shrinkage and improve the surface appearance of the final product and/or reduce production costs of the compound.
Poex extruders with deep pitch screws are suitable for obtaining better results in the production of highly filled compounds due to the feature of these screws with high free volume. Depending on the type and amount of filler, different process systems can be used.
The application process steps are given below:
- Melting of the polymer in the formulation input
- Lubrication of the filler with molten polymer through binders
- Dispersion of agglomerates and agglomerates
- Homogeneous distribution in the polymer matrix
- Homogenization and degassing of the melt
Common Use and Properties of Inorganic Fillers
Talc – very soft, with high resistance, low gas permeability, low wear and high lubricity, it provides a special surface for the final product – it is added to the melted polymer preferably by a side feed.
Calcium carbonate (CaCO₃) – Cubic in the polymer, with properties such as high temperature resistance, toughness and hardness, it improves matting or helps stabilize it, as well as provides properties such as mineral modification (to produce breathable film), functional filler material, cost-effectiveness. It is added to the system by side feeding and can also be found in 3 different forms in the form of chalk, limestone and marble.
Barium Sulphate (BaSO₄) – It is in the form of rhombic crystals, known for its acidic and alkali resistance, opacity, density and an excellent sound barrier. It is added to the system by side feeding.
Wollastonite – It is fibrous and increases tensile and flexural strength, thermal and dimensional stability at high temperatures; It is added to the system by side feeding.
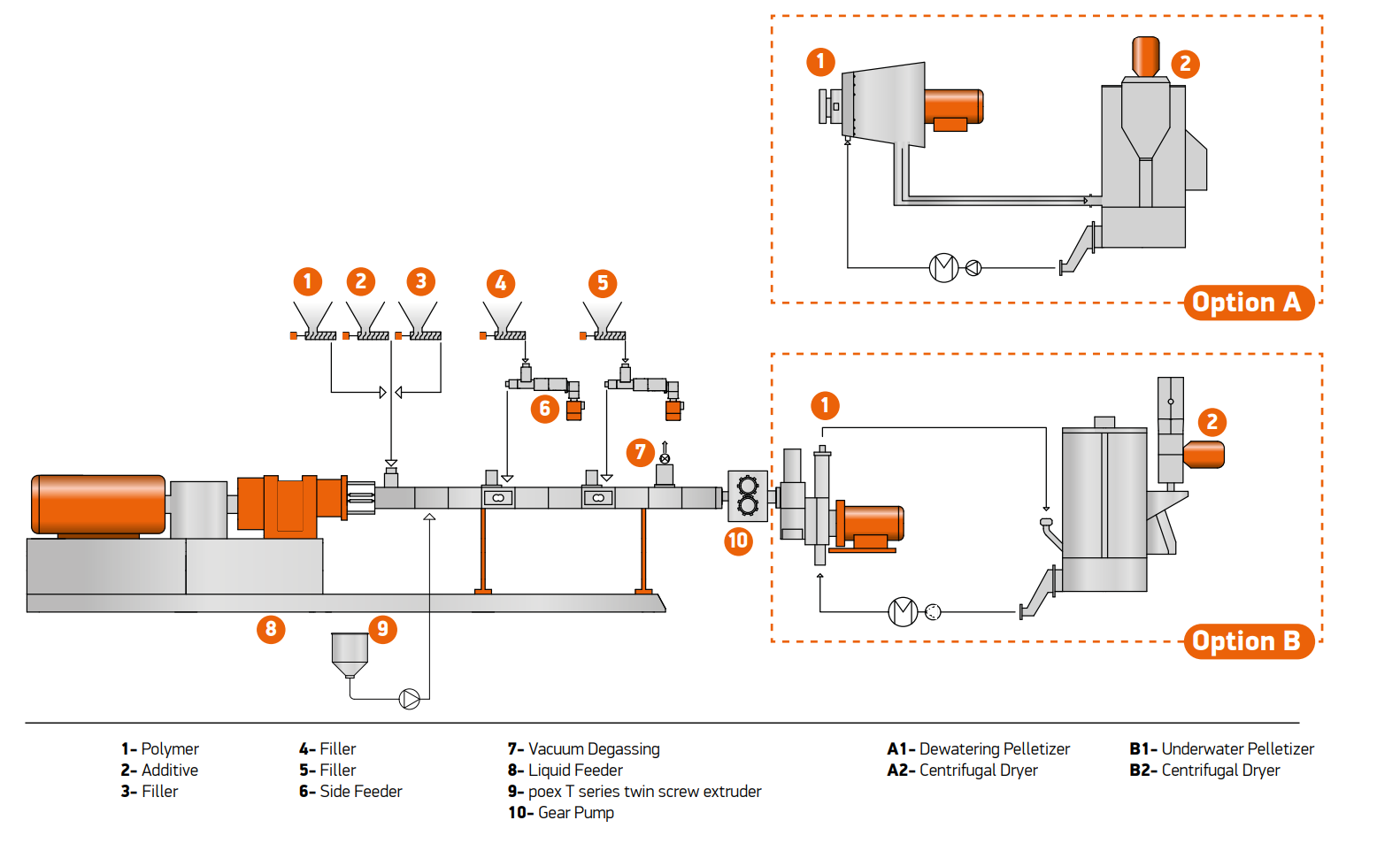
Production of up to 85% filled polymers is possible using two or more side feeds integrated into the extruder. In addition, high filler ratios require long process zones between 52D and 60D to ensure that the fillers are perfectly dispersed in the polymer matrix.
Three important criteria affecting the interaction between filler and polymer matrix are as follows:
Particle structure of the filler
Low aspect ratio particles such as CaCO₃ or BaSO₄ do not significantly improve tensile strength and tensile strength, but they do improve modulus of elasticity. Particles with a high content, such as talc or wollastonite, have tensile strength and tear resistance as well as elasticity.
They also assist in the development of the module.
Particle size distribution of the filler
The behavior of the filler particles during processing is dependent on both the Van-der-Wals forces acting between the particles (particle size > 1 µm) and the separating shear forces in the extruder (particle size < 10 µm).
Fill surface
The specific surface (m²/g) indicates the number of adhesion points between the filler and the polymer chains: larger specific surface > more adhesion points > better mechanical properties. (The higher toughness and surface gloss of the polymer means better tensile strength and tear strength as well as impact resistance.) The surface coating is important because it changes the surface energy: just as a hydrophilic surface becomes hydrophobic. This hydrophobicity means less agglomerate formation and the free flow property of the product is also improved. Fluidization is mainly related to the difference between the surface energies of the particles and the polymer matrix.